
Все 4 агрегата, задействованные в производстве стеклофибробетона, потребляют сжатый воздух: пистолет, насос, миксер и кантователь. Чтобы понять, какой требуется компрессор, рассмотрим, куда и сколько сжатого воздуха нужно подать для нормальной работы.
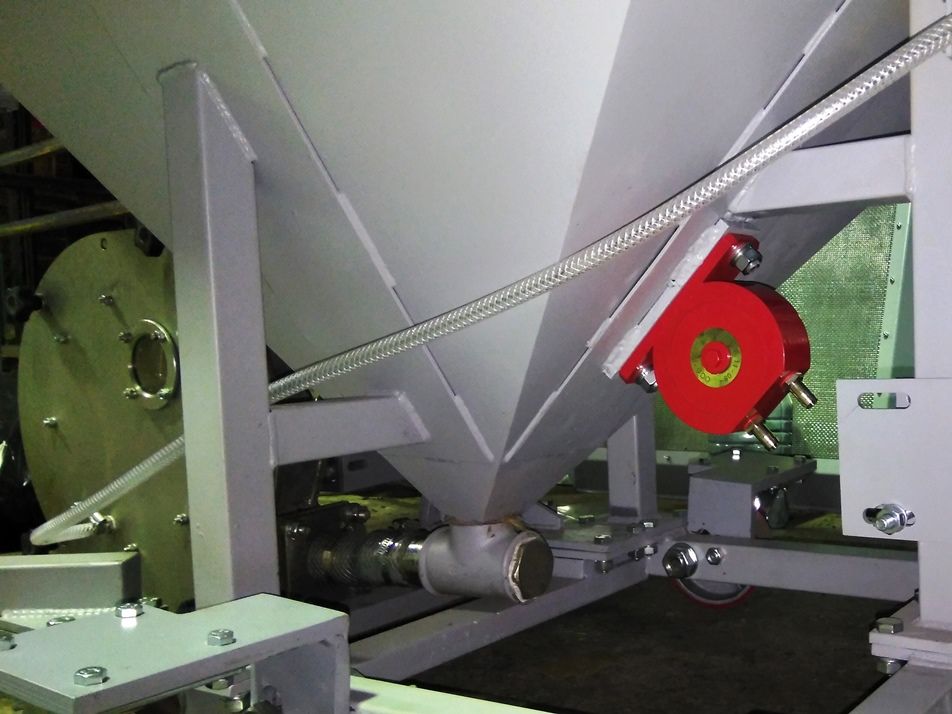
Сжатый воздух на пистолет СФБ и станцию СФБ раздаётся, регулируется и контролируется через этот пульт управления. Миксер и кантователь запитываются отдельно.
 |
 |
| Пульт управления воздухом | Общий вид |
На панель выведены регуляторы давления и манометры. Внутри пульта установлен масловлагоотделитель, который очищает воздух, поступающий от компрессора, и уже потом поток распределяется по всем потребителям.
Также в пульт смонтирована масленка для пневмодвигателя чоппера. Воздух, питающий мотор пистолета, пропускается через масленку и насыщается необходимым количеством специального масла, обеспечивая смазку турбины при вращении.
Органы регулировки и контроля пульта управления позволяет подобрать оптимальные параметры:
Подача раствора и подача волокна взаимосвязаны, чтобы обеспечить ПРАВИЛЬНЫЙ процент армирования щелочестойким волокном изделий из стеклофибробетона.
На некоторых производствах параметры, которые один раз были определены и зафиксированы, вообще никогда не меняются. Выставили один раз и работают так всегда. Подобное верно, если всегда делать однотипные изделия.
Если же изделия отличаются по габаритам, толщине, рельефу, назначению (декоративные или несущие), то следует:
Чтобы понимать, зачем и когда следует регулировать перечисленные выше параметры, рекомендуем начать с изучения ВСН 5497.
Отправьте запрос в НСТ и получите ВСН 5497 для изучения. Попутно запросите профессиональную консультацию у наших инженеров и технологов:
тел. 8 800 250-11-05 звонок бесплатный для России
+7 965 250-11-26, здесь есть Telegram, Viber, WhatsApp ![]()
e-mail: nst@poliuretan.ru
Основным "бенефициаром" работы компрессора является пистолет-распылитель СФБ РПН-6. Такие же ТТХ по сжатому воздуху и у предыдущей модели РПН-5, которая выпускалась до сентября 2020.
Двигатель потребляет от 400 до 570 л/мин при давлении от 4 до 7 атм. Сжатый воздух вращает турбину, которая вращает ножевой блок, который рубит стеклянную нить.
Если расход воздуха будет меньше 400л/мин, то турбина будет вращаться рывками или вовсе не запустится. Больше 570л/мин - смысла нет, т.к. это максимальная пропускная способность каналов двигателя. Если воздуха поступает меньше, чем нужно, то турбина притормаживает, обороты вала меняются. Это плохо, т.к. производительность по волокну не будет константой и содержание стекловолокна в разных частях одного изделия будет отличаться.
Расход (литраж) воздуха обеспечивает стабильную работу турбины, а давление воздуха определяет угловую скорость вала пневмодвигателя. Чем больше давление воздуха, тем больше обороты мотора, тем больше производительность чоппера по волокну.
Подбор давления воздуха на турбину пистолета
Ввод в эксплуатацию оборудования следует начать с серии тестов, чтобы получить данные относительно производительности по фибре при различном давлении.
Единых значений здесь быть не может: при одном и том же давлении результаты могут отличаться (незначительно или весьма ощутимо). Всё зависит от характеристик компрессора, его технического состояния, объёма ресивера, диаметра рукава, подводящего воздух к станции т.д.
Регулятором давления для турбины, расположенном на пульте управления станции (см. фото выше), выбирается значение 4атм. После чего рубится одну минуту волокно в пакет, как для технологии премикса. Затем взвешивают содержимое пакета. Это и есть производительность по волокну для данного компрессора при давлении 4атм.
Затем проводят контрольные рубки волокна при давлении 4,5 атм, 5,0 атм, 5,5 атм и т.д. до 7,0 атм. Как правило этих семи значений достаточно. Например, на опытном испытательно-производственном участке фирмы НСТ результаты (на одной нитке) такие:
Если нужно чуть больше 550гр/мин, то можно поднять давление до 8атм. Если же нужно увеличить до 1кг/мин (понятно, что здесь уже давление не поможет), тогда в чоппер заводят сразу две нитки. В таком случае производительность увеличивается в два раза (и быстрее изнашиваются некоторые детали чоппера).
Расход воздуха при всех тестах постоянный. Он будет таким же и при работе. Меняется только давление, которое фиксируется на пульте управления станции.
Для лучшего понимания изложенного ниже, смотрите схему на странице запчасти. Далее будут указаны позиции на этой схеме.
Камера узла рубки формируется корпусом и крышкой и представляет собой замкнутый объем. Нить поступает в тыльную часть чоппера где рубится и фибра оказывается в камере. Выход из неё - спереди. До этого отрезки фибры желательно "распушить" и разделить на моноволокна.
Отрезки волокна нужно выдуть из камеры и далее по специальной трубке в смесительный узел, чтобы вовлечь их в набегающий поток цементно-песчанного раствора. Для этого в чоппер подаётся сжатый воздух с расходом от 200 до 350 л/мин при давлении от 3 до 6 атм.
Если этого воздуха не будет совсем, то камера узла рубки забьётся через несколько секунд. И конечно в течение этих секунд распыление раствора будет без волокна.
Если воздуха будет недостаточно, то узел рубки забьётся чуть позже, при этом количество волокна, смешавшегося с раствором, будет меньше расчетного.
Чем больше производительность пистолета по волокну (то есть больше рубленного волокна оказывается в камере чоппера), тем больше требуется сжатого воздуха на его выдув. Отсюда и "вилка" от 200 до 350 л/мин.
Если работать с одной ниткой и исходить из трёхпроцентного стеклонаполнения, то даже на максимальной подаче растворонасоса будет достаточно 300 л/мин. сжатого воздуха в камеру узла рубки.
Здесь воздуха нужно больше всего: от 600 до 1000 л/мин и при давлении от 2 до 4 атм. Используется, чтобы смешивать раствор с волокном и распылять полученную смесь на форму. Чем больше раствора поступает в смеситель пистолета СФБ, тем больше нужно сжатого воздуха для распыления.
На минимальной подаче растворонасосной станции (4л/мин цементно-песчаной смеси) достаточно 600л/мин сжатого воздуха, а на максимальной (12л/мин) требуется уже куб сжатого воздуха в минуту.
Производительность станции по раствору подбирается в зависимости от габаритов и рельефа изготавливаемых изделий. Для небольших форм подача растворонасоса уменьшается, можно сделать небольшое пятно факела. Если изделие крупное и с простой геометрией, то разумно увеличить подачу раствора в пистолет, но тогда и воздуха потребуется больше.
Если воздуха будет существенно меньше, чем требуется, то пистолет быстро забьётся.
О недостатке воздуха можно судить по тому, как распыляется раствор. Если воздуха недостаточно, то факел прерывистый и/или неравномерный. Воздуха должно быть столько, чтобы на выходе из смесителя формировался симметричный конус мелкодисперсной смеси. Раствор должен распыляться, буквально в пыль. Для наглядности, посмотрите видео с производственного участка одного из клиентов фирмы НСТ. Обратите внимание на конфигурацию и качество потока распыленного раствора на выходе из смесителя пистолета РПН-5.
Воздух питает пневматический вибратор ПШВ НСТ ВС-19 для вибросита, установленного на бункере растворонасоса РНП СФБУМ8 или РНП СФБУМ6 или мобильного комплекса МК НСТ17.

Для работы вибросита требуется 250-300 л/мин сжатого воздуха при давлении 4,5-5 атм. Работает вибросито, как правило, 2-2,5 минуты при загрузке новой порции раствора в бункер. Причем, можно включать его не постоянно, а с перерывами: работает минуту, пауза на 20-30 секунд и повторное включение.
Если при загрузке в бункер новой порции раствора оператор напыляет СФБ, то пистолет продолжает потреблять "свой" воздух на три точки. И, если у компрессора не будет небольшого запаса по производительности, то вибросито две минуты будет "отбирать" по 250 -300л/мин у пистолета. В худшем случае засорится узел рубки или смеситель или оба вместе. В "лучшем" турбина будет работать нестабильно или раствор будет плохо распыляться, то есть три минуты будет получаться некачественный продукт с характеристиками, уступающими расчетным значениям.
Как быть?
Мобильный комплекс МК НСТ17 помимо вибросита имеет в донной части бункера ещё один вибратор ПШВ НСТ ВС-25. Использовать эту опцию при загруженном бункере запрещается. Он включается на 2-3-4 секунды, чтобы стрясти со стенок бункера остатки раствора. Вибратор работает пока оператор удерживает пальцем кнопку, расположенную на боковой панели пульта управления. При необходимости операцию повторяют 2-3 раза.
Учитывая, что этот пневмовибратор работает буквально 10-15 секунд за один производственный цикл, то расход потребляемого им воздуха при подборе компрессора можно не учитывать.
Полный комплект оборудования для СФБ, помимо распылителя и пневмонапыляющей станции, включает ещё и миксер с кантователем, которые существенно облегчают и автоматизируют работы на этапе приготовления и загрузки смеси в бункер станции.
Миксер РМ НСТ СФБУМ55 и кантователь КТ НСТ ППО-01 потребляют сжатый вохдух, который приводит в движение пневмоцилиндры, обеспечивающие перемещение подвижных частей вверх или вниз.
Для работы пневмоцилиндра миксера требуется 300 л/мин при давлении 3атм. Воздух потребляется в течении 4-5 секунд, когда перед замесом каретка спускает двигатель с мешалкой вниз и через 3 минуты, когда раствор приготовлен и мешалка с двигателем поднимается вверх.
Для работы пневмоцилиндра кантователя требуется около 500 л/мин при давлении 3атм. Здесь расход воздуха больше, т.к. масса емкости с раствором около 140кг. Но воздух потребляется тоже кратковременно, примерно, 3-4-5 секунд, во время подъёма бака со сместю. И, потом ещё 3 секунды, чтобы спустить пустую чашу вниз.
Для наглядности смотрите короткое видео, где показаны те самые секунды, когда миксер потребляет сжатый воздух.
Цикличность работы кантователя и миксера, даже при высоком темпе работ, предполагает, что между двумя замесами проходит не менее 5 минут.
Учитывая, что пневмоцилиндры миксера и кантователя не работают одновременно и задействованы не более 10 секунд каждые 5 минут, то расход потребляемого им воздуха при выборе компрессора можно не учитывать. Эти два аппарата не оказывают существенного воздействия на пневмосеть. Их включение на 3-4 секунды не влияет на работу пистолета.
Подведём итог. Выше мы подробно объяснили, что при выборе компрессора для производства СФБ следует ориентироваться, главным образом, на пистолет.
Пневмоцилиндры миксера и кантователя потребляют сжатый воздух по 5 секунд с интервалом в 5 минут, ими можно пренебречь.
Пневмовибратор на бункере Мобильного комплекса также можно не учитывать, т.к. он потребляет сжатый воздух не более трех раз по три секунды с интервалом не чаще 5 минут.
Пневмовибратор на вибросите, установленном на бункере, может работать непрерывно 2-3 минуты и потреблять по 200-300л/мин сжатого воздуха.
Для работы пистолета СФБ требуется сжатый воздух на три точки::
Суммарно получается от 1200 л до 1920 л/мин. В данном случае следует ориентироваться на максимальное значение, то есть 1920 л/мин. С учетом вибросита, следует округлить до 2000 л/мин. Ресивер компрессора должен быть не менее 500л.
Такой компрессор обеспечит сжатым воздухом всех потребителей, даже, если работать на максимальной производительности станции и загружать раствор в бункер (включать вибросито), не прекращая напыления.
Следует понимать, что 2000 л сжатого воздуха - это значение на ВЫХОДЕ компрессора.
Расход воздуха на входе компрессора больше на 20-25%, чем и на выходе. Зачастую продавцы компрессоров указывают в рекламе параметр на входе. Если купить компрессор с подачей 2000 л на входе, то на выходе получится от 1500 до 1600 л/мин. Это "впритык", если работать на средней производительности. Если увеличить подачу раствора и нити либо включить одновременно вибросито, то пистолет "захлебнется". Причины выше популярно изложены.
Иными словами, если у компрессора указана производительность на входе, то нужен такой, чтобы выдавал 2500-2600 л/мин.
Компрессор должен создавать максимальное давление 8-9атм. При работе пистолета больше 7атм не потребуется, но лучше выбрать такой компрессор, чтобы иметь запас по давлению.








